





 首頁(yè)
首頁(yè)由ESPlaza長(zhǎng)時(shí)儲(chǔ)能網(wǎng)主辦、湖州工業(yè)控制技術(shù)研究院+浙江綠儲(chǔ)科技有限公司聯(lián)合主辦的第二屆中國(guó)長(zhǎng)時(shí)儲(chǔ)能大會(huì)在浙江湖州盛大召開,南京帝耐激光科技有限公司董事長(zhǎng)龔傳波出席會(huì)議,介紹了激光焊電堆及自動(dòng)化生產(chǎn)線技術(shù)。

▲龔傳波
南京帝耐激光科技有限公司位于南京經(jīng)濟(jì)技術(shù)開發(fā)區(qū),公司于2013年11月07日設(shè)立,注冊(cè)資本1007萬(wàn),公司是由中國(guó)科學(xué)院上海光機(jī)所,紅塔集團(tuán)投資建立的一家高科技公司,致力于激光設(shè)備研發(fā)、生產(chǎn)和銷售。
南京帝耐激光于2019年涉足液流儲(chǔ)能領(lǐng)域,這一轉(zhuǎn)型得益于美國(guó)專家的引薦,使其專注于液流儲(chǔ)能焊接技術(shù)的研發(fā)。起初,南京帝耐的激光焊技術(shù)局限于多孔膜和導(dǎo)電碳素雙極板的焊接,但隨后成功攻克了全氟磺酸膜及高碳含量雙極板的激光焊接的其他多種高難度焊接材料的焊接難題,甚至實(shí)現(xiàn)了全碳板的激光焊接。
目前,帝耐激光是首家實(shí)現(xiàn)激光堆疊焊接電堆也是唯一一家整堆堆疊激光焊接量產(chǎn)型企業(yè)。其優(yōu)點(diǎn)如下:
1)可根據(jù)客戶的電堆特點(diǎn)設(shè)計(jì)雙極板跟流場(chǎng)框的焊接結(jié)構(gòu);
2)可根據(jù)客戶的電堆特點(diǎn)設(shè)計(jì)質(zhì)子膜跟流程框的焊接結(jié)構(gòu);
3)可根據(jù)客戶電堆特點(diǎn)設(shè)計(jì)適應(yīng)自動(dòng)化量產(chǎn)的蓋板結(jié)構(gòu);
4)可根據(jù)客戶電堆特點(diǎn)設(shè)計(jì)進(jìn)出液口的結(jié)構(gòu),這個(gè)結(jié)構(gòu)經(jīng)過激光焊接,使其不能相互串液;
5)可根據(jù)客戶電堆特點(diǎn),設(shè)計(jì)流程框的堆疊焊接結(jié)構(gòu),雙方協(xié)商確定子堆堆疊的數(shù)量,子堆堆疊的碳?xì)侄逊湃∩岽_定子堆相互之間如何疊加整堆;
6.)可根據(jù)客戶的要求,提供客戶需要的流程框材料,這種材料滿足客戶的材料要求,也能滿足激光堆疊焊接的要求,;
7)可根據(jù)客戶電堆特點(diǎn),提供全氟磺酸膜跟流程框焊接的中間介質(zhì),這種介質(zhì)滿足客戶的產(chǎn)品性能要求。

在液流儲(chǔ)能領(lǐng)域,塑料焊接技術(shù)的發(fā)展經(jīng)歷了幾個(gè)顯著的階段。首先,第一代技術(shù)被稱為機(jī)械固定法,這種方法主要依賴于螺栓、螺桿以及密封圈來實(shí)現(xiàn)固定。然而,這種方法存在兩個(gè)主要問題:一是耗材成本高,二是由于注塑的PB板框內(nèi)部存在熱應(yīng)力,當(dāng)發(fā)生局部微變形時(shí),如果密封圈未能相應(yīng)變形,就可能導(dǎo)致滲漏。這一問題在整個(gè)行業(yè)中都普遍存在。
接著是化學(xué)固定法,它使用膠水進(jìn)行粘合,這種技術(shù)在液流電池里主要問題一是耗材,二是環(huán)境導(dǎo)致膠跟板框材料變形不一致導(dǎo)致的外漏或者內(nèi)漏,三是膠加熱容易堵塞流道
第三種方法是金屬加熱法,也就是熱板焊接,但這種方法同樣存在熱應(yīng)力的問題。在不同的溫度環(huán)境下,熱應(yīng)力的釋放會(huì)導(dǎo)致翹曲變形,進(jìn)而引發(fā)滲漏。
龔傳波認(rèn)為:“目前,許多蓋板采用超聲振動(dòng)波焊進(jìn)行固定。但在此,我個(gè)人更傾向于推薦使用激光密封焊來解決蓋板的問題。因?yàn)樯w板密封焊接,電解液會(huì)相應(yīng)的流道里流動(dòng),如果蓋板沒有密封焊接,電解液會(huì)從阻力小的地方溢出。
目前,焊接技術(shù)領(lǐng)域包含了軌跡焊、準(zhǔn)同步焊接、滾珠焊接及同步焊接等多種技術(shù)。龔傳波指出,滾珠焊接存在兩大明顯缺陷:一是其焊縫寬度有限,難以應(yīng)對(duì)大焊縫的焊接挑戰(zhàn);二是它對(duì)柔性質(zhì)子膜焊接較差,在處理離子膜時(shí)容易產(chǎn)生褶皺,這對(duì)于批量生產(chǎn)而言尤為困難。當(dāng)然,如果能夠找到方法有效解決滾壓過程中膜邊角褶皺的問題,滾珠焊接仍然不失為一種可考慮的選擇。
在液流儲(chǔ)能領(lǐng)域,塑料焊接材料主要以PE、PP和PVC為主導(dǎo)。龔傳波建議采用同種材料進(jìn)行焊接,以避免潛在的問題。這三種材料,包括添加了30%玻璃纖維的PP材料,在液流儲(chǔ)能領(lǐng)域極為常見。
純PP作為流場(chǎng)框,具有重量輕、耐腐蝕及成本低廉等優(yōu)勢(shì);然而,它也存在縮水性和易變形的不足,這可能導(dǎo)致后期裝配時(shí)的一致性問題。通過加入玻璃纖維,可以有效緩解變形問題。
在注塑工藝中,PP加玻纖的均勻性被視為至關(guān)重要。如果材料分布不均,將直接影響焊接的最終效果。
▌石墨雙極板和PP板焊接

▲雙極板焊接機(jī)
液流儲(chǔ)能電堆的雙極板和流程框激光焊接,可以有效解決密封性問題,激光焊接屬于瞬時(shí)加熱,融化,固化,焊接區(qū)域熱應(yīng)力小,整體板框不變形等都多優(yōu)點(diǎn),且焊接效率是傳統(tǒng)的熱板熱熔膠的5倍以上,是傳統(tǒng)的鋪密封圈的5倍效率以上,是液流儲(chǔ)能最新的密封技術(shù)。
龔傳波介紹:“我們焊接的PP板與石墨含量高達(dá)86%的材料,焊接完成后,我們進(jìn)行了氣密性測(cè)試。在測(cè)試中,我們施加了內(nèi)壓,客戶的要求是達(dá)到20KPa即可,但我們的產(chǎn)品最終承受住了55KPa的壓力才發(fā)生破裂,而穩(wěn)定承受的壓力則達(dá)到了36KPa。在多次測(cè)試中,我們的產(chǎn)品從未出現(xiàn)過問題。”
▌膜焊接

▲隔膜激光焊接機(jī)
龔傳波介紹:“在完成質(zhì)子膜材料焊接后,我們進(jìn)行了撕裂測(cè)試,結(jié)果材料本體被撕裂,但焊接部位卻完好無損,這充分驗(yàn)證了激光焊接的牢固性與可靠性。此外,焊接后的全氟磺酸膜經(jīng)過我們長(zhǎng)時(shí)間的浸泡測(cè)試后,依然表現(xiàn)出色,無論是氣密性測(cè)試還是材料浸泡測(cè)試,都毫無問題。我們成功克服了電解液長(zhǎng)時(shí)間(甚至長(zhǎng)達(dá)數(shù)月)浸泡可能帶來的挑戰(zhàn),確保了焊接后的全氟磺酸膜依然性能卓越。”
▌?wù)押附?/strong>

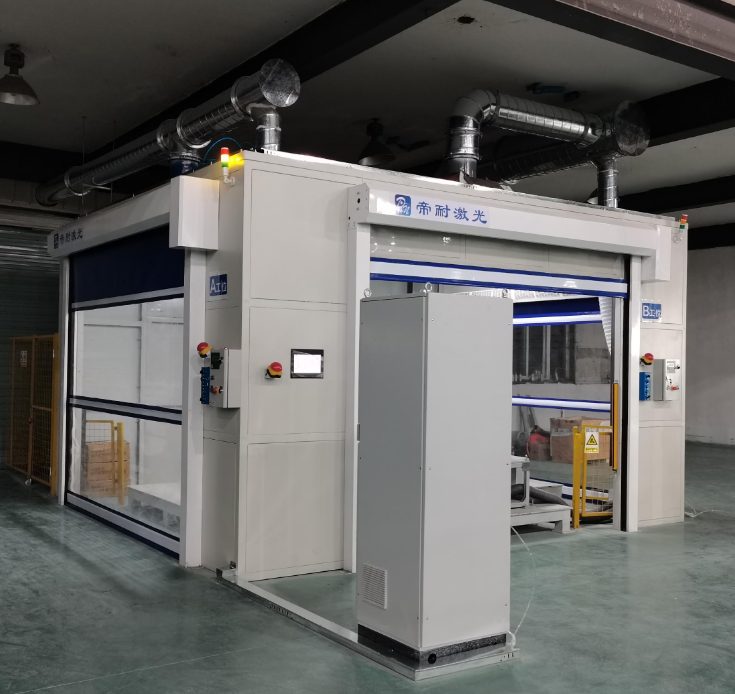
▲電堆疊加激光焊接機(jī)
南京帝耐國(guó)內(nèi)首創(chuàng)激光焊接液流儲(chǔ)能電堆疊加焊接,整套設(shè)備具有智能化,高精度,整機(jī)自動(dòng)上料,自動(dòng)識(shí)別位置,自動(dòng)壓裝,自動(dòng)焊接等系列特點(diǎn)。
龔傳波介紹:“帝耐焊接在全球范圍內(nèi)率先實(shí)現(xiàn)了整堆焊接的成功,并將其推向量產(chǎn)化,同時(shí),我們還致力于為客戶節(jié)約成本。經(jīng)過帝耐激光焊接,碳?xì)帧⒛ひ约半p極板都完美融合,且沒有使用任何密封圈或其他額外材料。這種焊接方式不僅牢固,而且難以拆解,充分展現(xiàn)了帝耐激光焊接技術(shù)的卓越性能。”
如今,帝耐激光電堆自動(dòng)化產(chǎn)線已覆蓋至雙極板裁剪機(jī)、碳?xì)郑ㄌ疾迹┎眉魴C(jī)、離子膜裁剪機(jī)、端板裁剪機(jī),雙極板激光焊接機(jī)、離子膜激光焊接機(jī)、離子膜涂膠機(jī)、AB板激光焊接機(jī),激光疊加焊接機(jī),壓裝機(jī)、激光封裝機(jī),熱板封裝機(jī)、整堆氣密檢測(cè)儀,單節(jié)電池氣密檢測(cè)儀,離子膜檢漏儀,熱熔機(jī)、隔膜檢漏儀等設(shè)備,具備液流電池生產(chǎn)設(shè)備設(shè)計(jì)、制造、交付能力。
聚勢(shì)新能源之都 帝耐激光賦能合肥智造升級(jí)

塑料激光焊接設(shè)備與傳統(tǒng)焊接工藝的效率對(duì)比

塑料激光焊接設(shè)備的適用行業(yè)場(chǎng)景分析
全流程自動(dòng)化 液流儲(chǔ)能電堆專用激光焊接整線方案

硬核參數(shù)賦能精密智造,帝耐激光焊接機(jī)領(lǐng)跑國(guó)產(chǎn)激光焊接賽道
